
目前,铝型材生产的质量要求随着市场需求的变化而变得越来越高,尤其是针对国外太阳能光面氧化电泳料的生产,更是达到精益求精的状态。如何改善生产手段,提高光面氧化电泳料的一次性成品率以及提升其表面质量,是每个氧化生产车间都要面对的问题。在氧化立式生线的生产过程中,氧化电泳经常会有“碰漆”、“漆痕”不良,在日常返工料所占的比例较高。使用合适的夹具及合理装夹技术可以避免阳极氧化膜层表面出现装夹印痕或形成空气袋;防止工件从夹具上脱落或因接触不良而烧毁工件;不致因工件装夹过密而影响焦耳热的散发引起阳极氧化溶液温度骤然上升,影响持续生产等问题的发生。
现由我司研发人员与某型材生产公司的工艺部门合作,共同设计出一套防撞夹具,通过在实践应用中逐步完善,在短时间内通过试验,现已能满足生产的实际需求,很好地辅助了批量性流水线生产作业,并且进一步完善了整套生产操作及工艺规范流程。
1.高效防撞夹具的结构及使用简介
氧化立吊式生产线使用的防撞夹具,顾名思义其功能是防止生产过程中的碰撞情况,最初主要是针对立吊式生产电泳料出现“碰漆”不良而开发的夹具,目的是为了减少擦花、碰伤、碰漆等,从而最终实现一次成品率的提高。
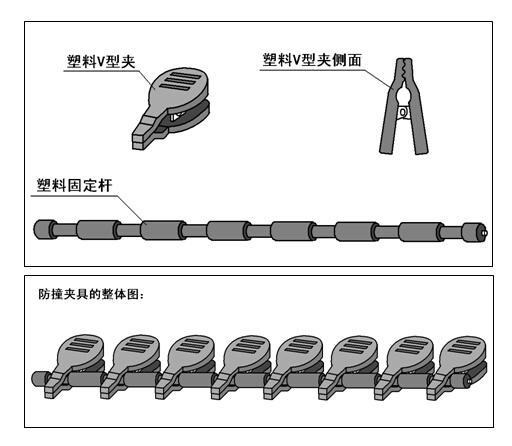
其结构非常简单,就是若干个小型的V型夹具再加上一根固定杆组成。小V型夹采用先进的注塑设备制作,夹持面使用齿条结构,两个手持操作面上制作有防滑条纹;中间弹簧结构是整个夹具的核心所在,采用成熟的卷制技术制造而成,夹持性好,使用寿命长;固定杆采用波形槽结构,可以让夹具均匀分布并保持在不碰撞的状态(结构简图如图所示)。
基本的操作方法如下:
1)上架方式:只要在上架区完成大梁的夹持工序后,在型材的下端用小V型夹全数夹住即可(个别间隔稍大的型材可示情况夹持);
2)下架方式:一般情况下捉住两端的夹具,用力并顺势往后便能整套夹具一块取出,非常方便;
3)夹具的收集:用塑料胶桶进行一般的收集,再从下架转运到上架。
由此可见,一整套的生产操作都极为方便快捷,
2.高效防撞夹具在生产中的优势
一般夹具设计之时必须考虑实用性、经济性、可靠性、艺术性等问题,而高效防撞夹具同样在各个方面都做了最优化的考虑,因此在生产中的优势较其他防撞夹更加明显,具体表现如下:
1)材质性能效果好:耐温可达摄氏280度;耐浓硫酸、耐强碱,遇强酸碱无有害气体挥发;
2)使用寿命较长:可循环再用5000次以上(约一年半);
3)工艺优势较大:提高生产效率并减少返工不良,降低成品浪费;
4)操作性能好:操作手法简单易执行,减少员工的劳动强度;
5)日常维护保养工作方便:夹具使用到一定程度,表面将有少量残留物,此时只要用稀酸浸泡后再用清水冲洗即可。
6)可调节性大:面对排布间隔稍大的型材生产时,可以适当定制一些距离不同的固定杆,通过对固定杆距离的调节,可以满足各种生产厂家的不同生产需求。
3.高效防撞夹具对提高生产效率及一次成品率的实践分析
立式氧化线生产电泳料的过程中,采用高效防撞夹进行生产,在上架数量上的优势特别明显,以某型材生产厂家的实际生产情况为例:原来一排上108支,现在能上168支,原来一槽料上324支,现在能达到504支,多了180支,可以推算出,一槽料比原来的上架数量提升了55%,以氧化立式全自动化连续性规模生产方式来看,这55%的提升是一个很大的成绩。
在一次成品率方面作分析,原来传统立吊式生产时,经常出现碰漆不良,该类不良品可返工处理,但返工难度稍大,从而提高了生产成本的消耗,直接影响成品率,据该合作生产厂家的统计数据:碰漆不良率最高达4%,其中返工报废约0.15%;采用高效防撞夹生产后,已基本杜绝了碰漆的出现,而对擦花不良也有一定的改善,大大改进了工艺水平,减少了返工损耗。
4.高效防撞夹具使用注意事项及推广性
4.1高效防撞夹具在使用过程中应注意的细节有以下几点:
1)注重保养工作:为了提高生产质量及稳定性,防止夹具残留物粘付在型材表面或对槽液造成污染,应定期对防撞夹具进行清洗;
2)回收利用工作:在夹具循环使用的过程中,对不良损坏的夹具应及时更换,以免影响防撞效果;
3)及时打捞工作:针对槽组生产区域,对发现夹具异常脱落的情况,最好进行及时的打捞,以免产生其他不良影响;
4)生产工艺协调:在生产投入量的提升上,防撞夹具的效果明显,但一定要保证在生产工艺范围内进行生产,即要优先考虑:上架面积、电流电压、设备负载等因素,结合实际,制定相关的工艺规定,保障防撞夹具生产时的实用性、安全性。
4.2高效防撞夹具有良好的推广性:
虽然高效防撞夹具是为电泳料生产而开发的专用型夹具,但在防撞性方面,它的适用性还是比较强的,在生产非电泳料的铝型材时,同样可以推广使用,对防止料与料之间碰撞的擦花有良好效果;对个别要求较高的样板料、试验料的生产,可以使用防撞夹提高生产稳定性;针对排布不太规则的生产情况,可示订单的量,进行固定杆的调整制作,小夹具本身可通用。
夹具安装使用注意事项
1 大批量小件的装夹 批量大的小件经设计者 同意可由化学法氧化处理, 可氧化成带色的或无色 的, 如工件无大的帄面也可采取捆式阳极化, 方法 碱、污物在阳极化过程中会溢出来, 在孔壁上方形成 一道下宽上尖的暗黑印痕, 严重影响外观质量。
2深凹件的装夹 深凹件装夹时要考虑方向, 要为阳极化时深凹部位产生的气体能得到自由排放 创造条件。
3 阳极化后尚需不同处理件的装夹 不染色或 需染不同颜色的工件装夹时都必须分别装夹, 否则 因所需阳极化时间的不同而引起麻烦。
4 大面积件的装夹 大面积件或一只夹具夹多 件较大面积件时都要估计到夹具主杆所允许通过电 流强度的能力, 否则夹具会发热、烧红, 在液位交界 处由于氧化膜的溶解速度快于氧化膜的形成速度而 被溶断。 是: 取 500 mm ×500 mm 塑料纱窗布一块, 工件撒 在上面, 放上二根铝质导线, 然后卷起来紧扎后即可 进行阳极化处理。这种处理方法效果也很好, 能大大 的提高工作效率。
5 盲孔件的装夹 盲孔件阳极化前除必须甩去 孔内的积液之外, 还要考虑到盲孔的朝向, 孔眼以朝 上为宜, 否则阳极化时有可能因盲孔内尚存残留酸、
结束语
本文主要阐述铝型材氧化生产线的立吊式防撞夹的使用效果及工艺应用情况,具体包括:立吊式生产线高效防撞夹的设计使用范围的探讨,工艺相对应的一些改良及配套规范,防撞夹的使用效果、数据分析以及生产推广性等。
随着国内市场良好的经济发展态势,人民生活水平的不断提高,使他们对生活品位的追求必然提升,而铝型材产品的应用越来越广泛,使得关注型材生产质量的重视度也将越来越高。因此,对一家优秀的铝型材生产企业而言,其竞争力将通过型材表面质量上的优势得到更大的体现。而优质铝型材的生产,其相应的辅助生产工具的出现与发展也是必然的,如何在今后的发展形势下继续拓展铺助夹具的性能,提高生产企业的生产潜力是辅助工具制作企业的责任。希望我司在日后的工作中,能与更多的型材生产企业进行合作交流,为我国的铝型材发展贡献自己的一分力量。


