
引言
随着铝制品应用领域的日益扩大,铝型材的需求量越来越大。在寻求效率提升之时多孔模具应运而生。提及到一模多孔首先想到的是效率,在挤压速度相同的情况下多孔模具的生产效率可以成倍提高。然而,支撑这种效率背后的是多孔模具的优化设计、制造精度、合理的试模工艺、与之相适应的挤压条件及后续有效的维护使用等。
一.提高多孔模具的制造质量
1.通常来讲,多孔模具的设计主要是以合理摆放孔位及考虑模具强度来实现优化效果的。一般根据型材形状、截面积大小及出料状况来确定机台、孔数和摆放形式,基本上呈对称分布但同时也有按奇数摆放的(见下图1)。 为提升多孔模具的综合性能一般采用进口钢材,我厂对于多孔模的制造全部采用从日本进口的H13钢。

2.挤压模具在加工过程中主要分为热前、热中及热后加工。热前主要是锯车及钻铣粗加工,一般完成外圆车削及工头和分流孔的初步成型。为实现精准加工和定位,分流孔的尺寸及光洁度由加工中心用刀粒分层铣削来保证,机床自动分中来定出螺销孔位置。对于桥位众多的多孔模具而言,要保证桥宽一致及过渡位顺畅,在其加工过程中一定要考虑到刀具的损耗。电火花的导流及穿孔加工注重电极的精准和加工方法的一致性,鉴于多孔模的导流电极一般由石墨房提供确保尺寸精度,对于一件模有多条导流,最好由一个人完成确保加工手法的准确性。同时热前的打磨也很关键,重在锐角棱边的倒角及分流孔内桥位导流的接顺。
3.多孔模具的热处理,我司采用进口真空热处理炉对其进行一次淬火加三次回火的工艺,确保最终硬度在HRC47-HRC51保证模具整体性能。
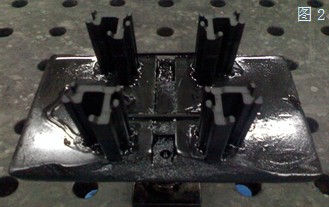
4.对于热后模具精加工务必保证最终的模具精度。为有效防止出料偏壁及出料快慢,所有多孔模具一定要进行下空刀及焊合室的精铣。工作带的精铣务必用新刀完成,这样能避免由于刀具的细微损耗而造成工作带的不垂直,致使形成工作带上的促、阻流角从而影响出料快慢。线切割主要是加工模具的型腔外围部分,型材出料表面质量在很大程度上取决于型腔外围工作带的质量。出料表面模痕、面粗糙及尺寸不良等等,针对于这些常见性的问题,我厂对全部多孔模具进行一次粗加工一次精加工,壁厚较薄或特殊型材进行一次粗加工二次精加工,从而确保工作带的垂直度、平面度、光洁度及尺寸要求,同时对销孔进行精割。对于多孔模的成形加工特别是带有螺丝位的,通常是用一个电极加工一套模具以保证其尺寸精度。空刀位的一致性对于多孔模来讲相当关键,尤其是毛条位的空刀特别小,只要电极稍有误差就很难加工准确。为此,对电极加工及粘接要求非常高。石墨房的电极加工注重高度一致、表面光滑、工作带高低位落差圆滑过渡及定位精准(见图2)。
5.试模工艺及挤压条件
要真正实现一模多孔的效率,做好模具只是前提。后续的试模及挤压也起着相当重要的作用,提升挤压成品率及出材稳定性是关键。一般而言,多孔模具最好和模套一起加温到430℃-460℃。同时一炉加温多套模具时,务必注意其摆放形式控制好模与模之间的间距,避免加热不均,最好一次加温达标,尽量不要中途开炉取添模具。铝棒一般加温到450℃-480℃,更要注重铝棒的质量。挤压时一定要调整好中心位,避免偏心造成偏壁、塞模或压塌。鉴于多孔模的出料情况,我司生产时在出料口和料架中间使用石墨条隔开(见图3)。

同时采用牵引机进行适度的牵引(见图4)。从而有效减少型材之间碰擦花,增强出材的稳定性。

二.多孔模具的维护使用
众所周知,挤压模具是在极其恶劣的劳动条件下进行工作的。高温、高压及高强度的摩擦,致使模具寿命较短。其主要失效形式有磨损失效,型材在挤压过程中经过高温高压直接与工作带进行接触,从而产生强大的摩擦力,使型腔表面和工作带表面受到磨损而失效。开裂失效,在实际的生产过程中,模具经过一定的服役期,在一些强度较弱的地方会产生细小的裂纹,并随着生产的继续逐渐向纵深扩展,到达一定程度就会产生开裂或断裂。变形失效,一般是模具在使用中出现悬臂偏心、下陷的状况。有可能是其强度不够亦或其它原因造成。鉴于以上种种影响模具寿命的问题,在多孔模的设计、制造及使用维护应注意以下方面:设计多孔模一定要注重分流孔的摆放,因为桥位多所以要合理布局完美卸压。在其制造过程当中要特别注意到薄弱部分及应力集中的地方。
在多孔模具维修方面,首先要解决的就是出料长短问题,而在修复的过程中尽量不要动工作带或烧焊,最好是通过调节导流板或焊合室的流量来达到完好修复,这样可以较好的保持模具的稳定性。对于多孔模具的高效清洁相当之有必要,很多角落、细微处有许多手工难以抛光打磨好的地方。为此,我司采用抛光喷砂机对其进行表面清洁(见图5)。
在模具合格后第一时间进行氮化处理,使表面强化后更好的应对生产。在生产过程中尽量避免模具的频繁上下机,尽可能的减少模具因骤冷骤热从而导致综合性能的下降。模具后期的维护保养也很重要,在进仓前务必清洁干净喷上防锈剂。由以上看来,对多孔模寿命进行适当的提升是一项综合的系统工程,必须实施全面的模具追踪管控制度才能实现。
通过对多孔铝型材挤压模具在制造、使用过程中常见的问题及特性分析,浅析在制造过程中预见性的解决相应问题及后续的维护使用情况。总之,多孔模具的最终成功,依靠的是一整套环节。任何一个环节的疏忽都不可能使多孔模具的效能最大化。至此,一定要加强工序间的完美连接。同时我们更应在现有的经验基础上,不断开拓出更多、更新、更好的对提升多孔挤压模具寿命及效率的举措。


