
超细粉末涂料的粒径为15-20微米,是常规的粉末涂料30-40微米的一半。超细粉末涂料具有涂层平整均匀,厚度薄的优点,不仅可以大大提高涂层质量,而且能够显著降低涂料成本。超细粉被成为第二代粉末涂料,既能够大面积的替代常规的粗粉,又可以取代很多对涂层平整度要求很高的液体涂料,大力推广超细粉末涂料的应用,将会对整个行业带来好处。辉旭公司从2001年开始研究开发超细粉末涂料,十年来在超细粉流化技术、工程设备、涂料配方以及和涂装应用等方面做了相当大量的开拓性的工作,积累了很多教训和经验,本文专门总结我们在超细粉涂装应用方面的一些体会,供大家分享。
我们制备的各种各样的超细粉末涂料,已经应用于家电、建材、家具、电器、汽车、卷材等各个行业,产品涉及聚酯、环氧、丙烯酸、PVDF氟碳、尼龙等等。在涂装应用过程中遇到了各种各样的问题,往往一个问题解决不好,就会影响整体的应用。本文分析讨论推广超细粉过程中遇到的技术和商务问题,对希望使用超细粉的涂装技术人员提供帮助。
1 超细粉涂装的影响因素
超细粉与常规粉的差别在于粉体的粒径从常规的30-50微米降低到15-25微米。因为辉旭公司的纳米技术解决了超细粉的流化性能,按道理,不需要改变正常的涂装设备,就能够造成涂装超细粉了。但事实并不是如此,推广应用过程中我们遇到了很多意想不到的问题,都就会影响超细粉的使用。
1.1 基材和预处理的影响
理论上超细粉本身对基材和预处理没有特别的要求。但对于形状非常的铝型材,比如凹型严重的部件,超细粉因为粒径较细,比常规粉更难进入凹处。遇到这种情况,往往需要调低电压,增加出气量等工艺调整,甚至采用手工前补喷的方式来解决,以保证涂装质量。
超细粉对预处理也没有特别的要求。只是在推广超细氟碳粉末时,遇到预处理的问题。传统的氟碳涂装都是使用铬化处理液,随着环保力度的加强,采用非铬化预处理将是发展的趋势,PVDF氟碳粉为热塑性粉末涂料,附着力比热固化的粉末涂料较差。遇到非铬化预处理的客户,必须非常严格的控制预处理质量,否则很容易出现附着力差的现象。
1.2 喷房和喷枪的影响
制备粒径细的粉体不难,难得的是解决超细粉的流化问题。严格说,只有流化问题解决的超细粉才能够正常喷涂,才能够叫超细粉末涂料(简称超细粉)。理论上超细粉对喷房的要求与粗粉是一样的,要通过吸风保持喷房的负压,保证粉末不溢出喷房。但是,超细粉往往都是做平整度很高而薄的高端产品,对喷房的清洁度要求很高,对生产管理要求较严格,换色和其他生产控制要求较粗粉高很多。实际中,只要操作严格,所有喷房都能够满足要求。
超细粉对喷枪的要求与常规粉没有两样,喷枪的好坏都能够进行喷涂,因为粒径细,喷出的质量都比粗粉平整度高,但好的喷枪喷出平整度更好。对需要非常高平整度的涂装,最好采用较好的喷枪。超细粉使用好的喷枪,可以达到与液体涂装媲美的非常平整的涂层。比如,用超细粉进行汽车车体涂装,得到的平整度完全能够达到液体的效果。解决了汽车车体粉末涂装最大的瓶颈难题。
1.3 涂装条件和膜厚的影响
超细粉涂装的工艺参数与常规粗粉涂装有一定的差别。因为超细粉粒径小,相对表面积大,单位粉体带电量较粗粉多;而且,超细粉的粒径小,质量小,喷涂的惯性较小,上粉主要靠静电吸附而非惯性。通常喷涂超细粉时需要出气量较小,电压适当减小,雾化适中。当然,这些参数完全需要现场技术人员根据情况来调整。实际情况是,只需通过一两次使用,现场的涂装技术人员表现出很强的信心来操作超细粉的涂装。当然,随着使用经验的增加,一些很有钻研精神的现场技术人员,他们逐渐总结出很多技巧,将超细粉用得非常好。比如,四川长虹的涂装技术人员,他们对超细粉的涂装进行了很多细致的研究和实践。结果是,他们能够在工件很复杂的办公家具的涂装上,得到25微米的平均膜厚(遮盖力很好的银灰色)。(遮盖力差的浅色,厚度较高)。
超细粉的一次上粉率比粗粉较少,这是因为超细粉带电量相对较大,粉末上到工件上之后,后面的粉末就比较难再上去了,这其实是超细粉的一个非常重要的优点。吸附了粉末的地方就难以吸附更多的粉末上去,这样保证了涂层的薄度和均匀度,否则很难得到均匀的薄涂层。
涂层的厚度,不仅是影响涂装成本的一个重要因素,也很大程度上决定着涂装的质量,特别是附着力等机械性能。涂层越厚,附着力越差。严格将薄厚控制在满足遮盖力和防腐蚀要求的程度,是需要涂料配方和涂装工艺两方面共同努力的工作。
1.4 涂料配方的影响
超细粉可以制备薄涂层,薄涂层有遮盖力问题。关于涂装的耐腐蚀性能,我们发现只要均匀度好,40微米的耐腐蚀性能比70微米的粗粉涂层还要稍稍好一些,这是因为不均匀的厚涂层最低的点比均匀的薄涂层的最地点还要薄,而腐蚀总是从最低点开始的。我们不用担心涂薄后耐腐蚀性能受影响。但是,对纯白色等遮盖力很差的涂料,我们必须在配方上增加遮盖力,否则不能够达到薄涂层。
1.5 回收设施的影响
超细粉粒径为15-25微米,其中10微米以下的粉体只有10%;粗粉为30-50微米,10微米以下的粉只有5%左右。通常,各种回收设备都能够将5-10微米以上的粉体回收使用,就是说理论上进行超细粉涂装并不需要对回收设备进行改建。但实际情况并非如此。的确有很多较好的新的涂装设备,不需要任何改动就能够进行超细粉涂装,但相当多的涂装设备和其回收设施都存在这样或者那样的缺陷,做超细粉涂装时经常遇到回收效率差的问题。回收不好的问题本文在下面重点进行研究。
2 超细粉涂装的回收装置分析
现在市场上常用的回收为额三类, 滤芯回收设备,小旋风回收设备,以及大旋风回收设备。各有特点和优劣。
1) 滤芯回收设备 – 采用纸筒或者布袋等滤布直接将所有粉末过滤回收。涂层1-2微米的以上的粉体都能够通过滤芯设施完全回收。优点是所有粉末都不会浪费,缺点是换色非常困难,滤袋很难彻底清洗干净。滤芯回收适合于固定颜色或者颜色不多的涂装生产。滤芯方法通常能够完全回收超细粉。
2) 小旋风回收设备 – 小旋风分离器的半径小,分离效果很好,为保证处理量,常常采用并联的9个或者12个小旋风设备。小旋风能够干净地换色,不会影响质量,但换色时要清洗很多个小旋风器,花费的时间和工作量较大。小旋风设备对超细粉的回收没有大的问题。
3) 大旋风回收设备 – 大旋风风量大,设备简单,清洗换色比较容易,工作量少时间快,适合大批量涂装生产。好的大旋风完全能够回收超细粉,我们在很多大旋风设备上使用超细粉,回收非常好。但相当多的大旋风设备却达不到预期的回收效果,主要因为国内很多设备的设计本身就存在较大的设计的问题。我们吃惊地发现很多大旋风设备使用粗粉的回收率只有80%,大量有用的粉末被抽走了。实际上,好的大旋风回收粗粉的回收率应该2%-4%,超细粉的回收率在3%-8%。试想,每年20%的粉末涂料浪费是多大的一笔资金?面对大旋风对超细粉回收率低下普遍现象,我们做了一些工作。下面以氟碳粉的应用为例说明。
3 超细PVDF氟碳粉末涂装超细粉回收装置的改善工作
PVDF氟碳超细粉末涂料的平均粒径只有15-18微米。回收设备好,5-10微米以上的粉末都能够保证回收,但回收设备不好,15微米以下的设备都有可能被抽走,氟碳粉价格十分昂贵,是聚酯的十倍以上,回收问题必须解决。我们采用了两种有效的改进设备的办法来解决氟碳粉回收的问题。
1. 制备一套简易滤芯设备,供客户临时试机和测试时使用。该套设备由几个可随时链接和拆卸的滤芯盒子组成,每个盒子有12根滤袋,配备反吹功能,根据客户的情况链接起来的几个滤芯盒子由一个风机抽风,滤除的粉末留在喷房中间歇回收使用。该装置作为临时措施,能够满足新客户试验氟碳粉的要求,对推广超细氟碳粉起到很积极的作用。一旦客户理解到超细氟碳粉能够给他们带来好处,就会有信心投资进行设备的改善了。
2. 我们针对很多大旋风设备回收效率低的问题,提出了用双旋风替代大旋风的改善设备的方案,并在制备双旋风时采用一系列能够提高分离效果的方法,提高超细粉的分离效果。该方案的特点是,现有的整套设备除了更换大旋风,其他部件完全不动,仅仅投入很少的资金改进设备就能够解决问题。
具体的设计思路有几点:1. 用双旋风代替大旋风;2. 通过改进旋风器尺寸来提高风速;3. 改进旋风器结构提高分离效果。用双旋风代替大旋风,是在保持较大风量和风速的情况下,通过减少旋风器半径来增加分离效果。
3. 双旋风的设计依据和步骤
通常,旋风分离器的分离效果与粉体的离心力大小有关,离心力的大小与粉体质量成正比;与风速成正比;与旋风器的半径成反比。同时,旋风器的提升管直径越小,分离的粒径越细。
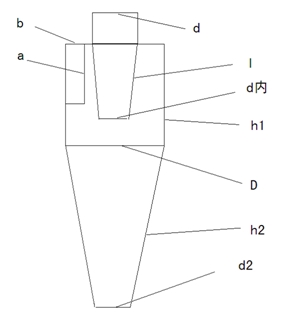
我们具体设计步骤如下。首先测量实际的旋风进口处的风速和流量。根据喷房实际使用的效果判断抽风量是否足够。在保证足够的风量的前提下来设计双旋风的大小。根据经验,风速为15-25米/秒时分离粗粉效果较好;如果处理粉量较大或者处理粒径较小的粉体时,进口处风速应该设定在上线或者更高,比如25-30米/秒。但注意风速不能够太高,风速过高会引起气提喘流,造成不规则粉体运动,反而降低分离效果。风速决定后,根据需要的风量(从测定的数据和实际效果来决定需要的风量),算出双旋风的进口处尺寸。在旋风器结构上,我们也做了一些改进,专门设计了一个适合超细粉分离的上下不均等的旋风器内部提升管,将下面的直径减小,有利于分离超细粉。
下表为根据经验和超细粉的特性列出的双旋风的尺寸数据
|
设备参数 |
计算公式和原理 |
|
进口风速V入 |
处理超细粉应该设计为上线,即25米/秒。 |
|
进口风量U |
根据喷房实际使用效果、测得的风速和面积数据推算出来。考虑喷房的大小和结构,以保证喷涂时喷房维持负压为准。通常数据为8000-12000立方米/小时。 |
|
旋风器进口面积2A |
从进口风量与风速算出总的风量2A。单个旋风器进口面积A=a x b |
|
进口高度a |
a =(A x 2.5)1/2,根据经验得出。 |
|
进口宽度b |
b = (A /2.5)1/2,根据经验得出。 |
|
旋风桶直径D |
D = 3.85b,根据经验得出。 |
|
排风口上直径d |
D = 1/2D,根据经验得出。 |
|
排风管内直径 d内 |
d内 = D / 2.5,根据经验得出。 |
|
排风管高度 L |
L = D,根据经验得出。 |
|
旋风桶上层高度 h1 |
h1 = 1.2D,根据经验得出。 |
|
锥形体高度 h2 |
h2 = 1.8D,根据经验得出。 |
|
排料口直径 d2 |
d2 = 0.3D |
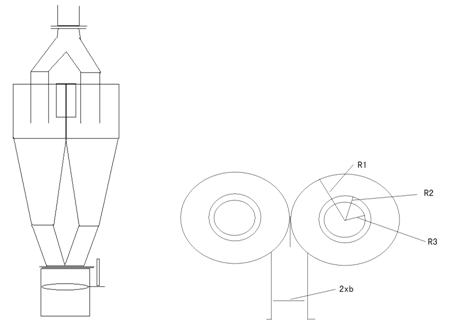
图为:铝材粉末喷涂双旋风的设计依据和步骤图
图为:铝材超细粉末涂装旋风分离器设计示意图
旋风分离器的设计和应用是学术界研究了很多年的老课题,至今为止其中的原理仍然不是非常清楚。我们通过理论和实践的结合,制备出改进的双旋风代替已经使用但分离效果很差的大旋风分离器,达到很好的效果。经过客户的使用,能够使超细粉的回收效率达到97%以上,解决了很多现有设备设计不好的问题。
4 结论
超细粉具有平整而薄的特点,具有巨大的推广价值,但推广过程涉及到各方面的工作。理解超细粉应用的特点,了解其局限性,找到解决问题的方法,让超细粉真正为涂装厂接受,我们就能够获得新技术产品带给我们的好处,创造出较大的价值。


