
近年来,浇注式隔热门窗技术的推广普及,使得市场需求呈现几何式增长,紧随着由亚松聚氨酯(上海)有限公司及国家化学建筑材料测试中心主编,多个单位参编的隔热胶国家标准《铝合金建筑型材辅助材料 第2部分:聚氨酯隔热胶材料》即GB/T23615.2于2012年正式颁布,标志着浇注式隔热型材生产的规范化,标准化应用正式全面拉开。
注胶隔热技术起源于1962年,历经50多年,迄今已涵盖北美市场80%的市场份额,在中国,韩国,日本,台湾等国家及地区发展迅速。国内大型铝型材厂,如亚铝,坚美,罗普斯金,凤铝等较早引进该项技术。
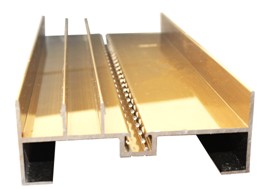
浇注式隔热型材,是在特定生产环境下,通过专业设备将一定质量比的异氰酸酯类混合物(A剂)及多元醇树脂(B剂)充分混合搅拌后注入铝型材隔热槽口中(图2所示),当其达到预定强度后切除临时性金属连接桥,通过隔热材料将铝合金内外两部分连接起来的形式复合型材。而在此工艺过程中,目前不少铝型材生产单位忽视了一道重要的工序——打齿工艺。

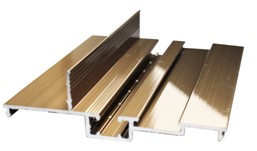
图1 打齿前后

图2 注胶过程
通过专门设备对隔热型材槽口中上下四条力学锁点进行机械打齿,产生勾齿状机械锁扣,从而提高隔热材料与型材槽口表面附着力。这项工艺在浇注式隔热型材生产中的作用主要有:
一、提高纵向抗剪强度
纵向抗剪强度——作为生产隔热铝型材是否合格的一项重要检测项目,甚至不少生产厂家将其视为判断隔热型材是否合格的唯一检测手段,其重要性不言而喻。而在型材加工过程中对于隔热槽内进行机铣抛光,用含氟聚合物涂装,用醋酸镍类添加剂等会对隔热材料与铝型材注胶槽内壁的附着力产生负面影响,造成隔热型材抗剪切力特别对于电泳及氟炭等表面处理型材在行业内都有一个统一的要求——打齿工艺。
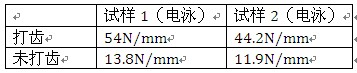
表1 常温下电泳表面处理型材打齿前后的纵向抗剪强度对比
由表1可以看出,打齿后的型材抗剪强度提高是显著的,均在国标规定的30N/mm以上。
随着表面处理方式的日益多样化,不少喷粉供应厂商为提高型材表面处理后的耐候性,光泽度等等,会特意增加上述对附着力有负面影响的化学元素,从而影响型材纵向抗剪强度,这一问题也越来越引起铝型材生产厂家的重视。为保障生产的铝型材具有足够的纵向抗剪强度,在注胶切桥前对型材进行有效的打齿处理是非常必要的。通过打齿,来确保每一根铝型材都是合格产品。二、预防干收缩
干收缩(如图3所示)是铝型材被切至一定尺寸后,隔热材料发生首尾同时的收缩。因为干性收缩通常是在型材被加工成门窗后才发生的,其收缩空隙则会在门窗的角部位置出现,而引起气密水密等问题。

图3 (未经有效打齿的注胶型材)干收缩现象
铝和聚氨酯隔热材料在热膨胀系数上的差异也是造成干收缩的原因,铝的热膨胀系数是2.35×10-5,而相对于隔热胶,其热膨胀系数是5到7×10-5。由表2可见,冷热交替会导致隔热材料和铝材之间的附着力降低,在热循环实验的低温期,隔热材料要比铝收缩的更多,并有和铝材发生离析的趋势。如此循环几次,会导致两种材料的分离,如果发生这种情况,那么该复合型材的结构强度将大大降低。

表2 隔热型材在60次、90次热循环试验后隔热胶的收缩量
因此,增加力学附着力能有效防止这种现象的发生,通过打齿——经专门设备在隔热槽内力学连锁点上打磨出具有勾齿状的机械锁扣,增强隔热材料与铝型材的粘结力。打齿技术是保证浇注式隔热门窗系统气密性及水密性的重要条件,也是生产制造合格浇注式隔热门窗的一项必要生产工艺。
三、高层幕墙系统的安全保障
使用在幕墙系统中的浇注式隔热型材,对型材的安全性、保温性、抗风压性都有更高的要求。尤其在超高层建筑幕墙,其室外气温可达-30℃,极大的室内外温差,干性收缩的可能性将大大增加。因此,成熟可靠的打齿工艺是幕墙系统隔热铝型材的必要安全保障。
有效打齿
目前,纵观整个浇注式隔热铝型材生产环境,很多厂家也意识到一些表面处理需要实施打齿工艺,不少型材厂也纷纷购置不同厂家的打齿机。然而,他们逐渐意识到: 不是所有的打齿机都能有效提高浇注式隔热型材的纵向抗剪切力。要想生产出合格的浇注式隔热型材,特别是对电泳,氟碳,砂纹粉表面处理的型材,必须在注胶前实施有效打齿。
何为有效打齿?
使用机械破坏铝型材部分表面或结构,通过部分表面或结构被破坏产生勾状齿机械锁扣。通过机械锁紧的方式提高复合型材的整体力学强度,增强聚氨酯隔热胶和铝型材的粘结力,最大限度地提高铝型材槽口表面与隔热材料的附着力。
有效打齿
无效打齿
从上面两张图片,读者可以很直观地看出有效打齿和无效打齿的差异。有效打齿严格按照亚松打齿的工艺规范,最大限度地打磨隔热槽口内的上下四条力学锁点,形成钩齿状机械锁扣,加工时需使用特种钢特制刀具深入注胶槽内,在注胶槽内的四个力学锁点上,深深的打出间距小于9.5mm的勾状齿机械锁扣齿,使聚氨酯隔热胶与铝型材粘结更为牢固,通过机械锁紧方式提高铝合金复合型材整体力学强度。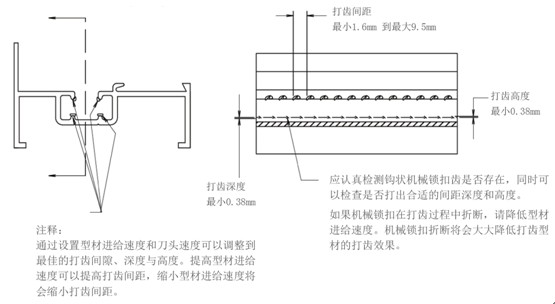
在生产过程中型材进给速度需达到9.1~54.9米/分钟,以保障设备有足够的效率。
而无效打齿只是轻微打磨其底部锁点,难以达到有效提高隔热型材抗剪切力的效果, 目前国内许多型材厂家购买的低价打齿设备,其效果都达不到有效打齿的工艺规范。
针对市场越来越专业化的需求,亚松将专利打齿设备Azo-Brader 引进中国,为每个客户不同的型材槽口量身定制解决方案,并在行业内率先实施有效打齿的标准。
引进中国,为每个客户不同的型材槽口量身定制解决方案,并在行业内率先实施有效打齿的标准。

经亚松Azo-Brader 打齿机有效打齿的型材
打齿机有效打齿的型材
在北美,几乎所有的浇注式隔热型材厂家都配备了亚松 Azo-Brader 或Lancer
或Lancer 打齿设备,三十多年来,亚松专业团队为铝型材厂培训打齿技术,以满足客户对高层建筑的门窗,幕墙隔热型材的强度要求,尤其是针对日益多样化的表面处理如电泳,氟碳等。亚松公司也是全球唯一提供客户质量控制网络系统监控(E-QA)服务的团队。其通过派遣技术工程师定期拜访,收集设备及隔热材料生产的相关数据,将其登录进E-QA网络监控系统中,确保设备运行及产品质量的有效控制。
打齿设备,三十多年来,亚松专业团队为铝型材厂培训打齿技术,以满足客户对高层建筑的门窗,幕墙隔热型材的强度要求,尤其是针对日益多样化的表面处理如电泳,氟碳等。亚松公司也是全球唯一提供客户质量控制网络系统监控(E-QA)服务的团队。其通过派遣技术工程师定期拜访,收集设备及隔热材料生产的相关数据,将其登录进E-QA网络监控系统中,确保设备运行及产品质量的有效控制。
近年来,亚松将有效打齿技术正式引入中国,国内著名的铝型材厂家,如亚铝,坚美,凤铝,罗普斯金等均已采用亚松Azo-Brader 专业打齿设备,为其铝门窗幕墙浇注式隔热型材的加工提供了专业的解决方案。良好的硬件设施是保障生产高强度、高品质浇注式幕墙、门窗型材的必要条件。建议型材厂家在选购专业打齿设备时,不要一味贪图便宜,一定要事先了解设备对电泳,氟碳型材的打齿效果,确定设备是否能实施有效打齿?加工出的型材是否抗剪切力能达标? 其生产效率如何,在做到有效打齿的前提下能否快速批量加工。
专业打齿设备,为其铝门窗幕墙浇注式隔热型材的加工提供了专业的解决方案。良好的硬件设施是保障生产高强度、高品质浇注式幕墙、门窗型材的必要条件。建议型材厂家在选购专业打齿设备时,不要一味贪图便宜,一定要事先了解设备对电泳,氟碳型材的打齿效果,确定设备是否能实施有效打齿?加工出的型材是否抗剪切力能达标? 其生产效率如何,在做到有效打齿的前提下能否快速批量加工。

