
废废铝的预处理是指将废铝废件和废料的状态变成能够进行有效的后续冶金加工的过程。这一过程包括:使各种废件和废料达到规定的外形尺寸和重量标准;将废铝与黑色金属分离;去除非金属夹杂物、水分、油质等。对废废铝进行精细和高质量的准备,使之适用于冶金工序,可以使废铝损失减少到最低程度,使燃料、电力、熔剂的单位消耗降低,使冶金设备和运输工具得到有效的利用,并使劳动生产率及废铝与合金产品的质量得到提高。
废铝废件与废料的预处理包括下列主要工序:分选,切割,打包,压块,破碎,粉磨,磁选,干燥,除油等。特种再生原料(废蓄电池、废电动机、废电线、马口铁废料)的预处理,采用专门的生产线。全苏再生废铝科学研究设计院研究出废废铝预处理的一般工艺流程(图1),该流程从废铝废件与废料进入车间起,至成品发往用户厂为止。
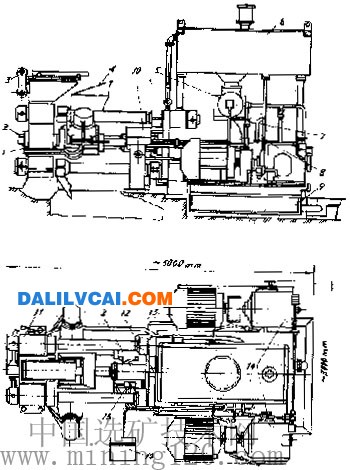
图1
打包和压块
打包的目的是把松散的轻薄的废件与废料压实并制成一定重量、尺寸和密度的打包块。密实的物料便于装炉熔炼,熔炼过程中氧化造成的金属损失也小,同时,原料的运输费用还可得到降低。需要进行打包加工的,是分解成块的大型废件、废散热器、切边、废棒材、废管材、废电缆、废定子绕组、碎屑、废压模、日用废品等。加工的打包块密度,取决于压力的大小以及所压制的物料的厚度。废铜打包需用2000~4500千牛顿压力,废铝打包则需用1400~2000千牛顿压力。
各种液压打包机(表4)按压力大小分为小功率(压力2500千牛顿)打包机(Б-132型、Б-133型、ПГ-150型)、中等功率(压力2500~5000千牛顿)打包机(Б-1334型、ПГ-400型、CPA-400型)和大功率(压力5000千牛顿以上)打包机(CPA-1000型、CPA-1250型)。
表1(前)苏联国产打包机的技术参数
|
机型
|
外形尺寸(米)
|
最后压级压力(千牛顿)
|
打包机生产能力(块/小时)
|
电动机功率(千瓦)
|
打包机重量(吨)
|
|
|
挤压室
|
打包状
|
|||||
|
Б-132型*
|
1.5×0.7×0.6
|
0.3×0.4×0.6
|
1000
|
25
|
10
|
8
|
|
Б-1330型
|
1.7×0.9×0.3
|
0.3×0.3×0.5
|
1000
|
75
|
85
|
26
|
|
П-150型
|
1.8×0.7×0.6
|
0.3×0.3×0.6
|
1500
|
20
|
20
|
10
|
|
Б-1334型
|
1.7×1.4×1.2
|
0.4×0.4×0.5
|
2500
|
35
|
135
|
72
|
|
CPA-400型
|
3.0×2.6×0.8
|
0.6×0.6×1.2
|
2900
|
1
|
220
|
113
|
|
ПГ-400型
|
2.8×1.5×1.1
|
0.4×0.5×0.6
|
3900
|
20
|
220
|
87
|
|
CPA-1000型**
|
4.5×4.0×1.3
|
1.0×0.7×2.0
|
6200
|
20
|
250
|
308
|
|
CPA-1250**
|
2.2×0.8×2.9
|
1.0×0.8×0.8
|
11800
|
45
|
430
|
285
|
*Б-132型打包机虽然已经停止生产,但许多企业仍在使用。
**CPA型打包机是由捷克斯洛伐克生产供应的。
打包过程包含以下主要工序:废料的验收和准备,装入打包机,打包,将打包块推出挤压室,验收并运走成品打包块。
现用Б-132型打包机(图2)的作业来说明打包过程中各道工序之间的连贯性。借助液压缸将原料由料箱1送入挤压室2。挤压室则用由液压缸4传动的盖3盖住。此时露出挤压室边缘的废料尾端由固定在盖的侧面和前面的刀切掉。打包过程中采用纵向和横向挤压头两次挤压,挤压头固定在液压缸5、6的活塞杆上。压制完毕后,打开挡板并借助液压缸7将打包块推出挤压室。
各种液压打包机都是自动化或半自动化作业,能将废料打压成重量为50~4500千克的不同打包块。
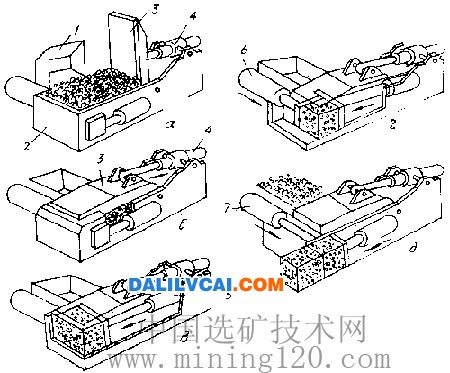
图2 Б-132型打包机的打包流程
а-装料;б-关盖;ъ,г-打包;э-推出打包块
压块适合在对废废铝屑进行冶金处理前备料时采用。压块的目的是便于存放和运输,加快溶炼过程并减少金属损失。在压块过程中,原料被压实至2000~2200千克/米3的密度。适合进行压块的是粒度小于100毫米的无夹杂干屑。
(前)苏联国内许多企业在对废屑进行压块加工时广泛使用液压压块机(Б-654型)和脉冲式压块机(MИБ-275型)。
用Б-654型压块机(图3)生产压块的过程,包括6个自动实施的连续工序:Ⅰ-切截批量废屑并用风动捣锤捣实;Ⅱ-用挤压头夹住废屑并将其压入阴模,同时进行压块造形,并使系统中的压力达到13亨帕;Ⅲ-移开捣锤,夹入新批量废屑;Ⅳ-在主液压缸的作用下使压块成形,成形过程持续至压力达16亨帕为止;Ⅴ-由阴模取出成品压块并使带有捣锤的挤压筒复位;Ⅵ-退出挤压头,使压块落入出料槽。在整个循环作业过程中,振动器均匀地将废屑由料仓给入进料槽。
图3 Б-654型压块机
1-带有液压缸的横梁;2-移动挤压筒的液压缸;3-振动器;
4-带风动捣锤的挤压筒;5-充油阀;6-充油箱;7-压力阀;
8-快速液压缸;9-油箱;10-操纵台;11-空气分配器;
12-液压工作缸;13-电动机;14-泵;15-可逆阀
脉冲式压块机的挤压功能,是在天然气和空气的混合物燃爆过程中释放产生的。采用这种压块机加工铝屑,可制取直径275毫米、高65~75毫米、重10~12千克的压块。压块机的加工能力为1.2~1.5吨/小时。
1.回收分选:应往意以下几点:(1)不同材质牌号的铝屑,区分回收。(2)回收的铝屑应严格按牌号分类分号堆放于贮放场规定的格仓中,并标明铝屑的种类牌号,有条件时应及时重熔,避免混号。(3)应避免泥沙、棉纱等杂物混入铝屑。必要时需进行人工筛除其他杂质;
2.打包成型:打包成块便于运输及再利用;外购型铝屑包块在使用前需破碎拆包重新筛除杂质(原料自产自用可省略该步骤)
3.除尘排液:铝屑在加工、运输过程中混进的泥土及切削过程中用来做切削液的水或油需清除,回收厂家可采用清洗除尘,甩干或250-350℃烘干除水排油,保存不善则氧化锈蚀严重,应及时进行预热烘烤.铝屑的烘烤温度必须根据各方面因素宋确定。温度过高,不仅热量损耗大,而且会造成铝屑的强烈氧化。所以一般烘烤温度应拄制在250~350C之间。
铝屑预热烘烤不但可去除铝屑中的油和水,而且可以缩短熔炼时间,在降低电耗的同时,可以提高熔炼设备的生产率,降低烙炼(重熔)成本。
4.磁选除铁:生产以及打包运输及破碎过程中,容易混进含铁杂质,特别是经破碎机破碎后的铝屑,更要严格执行磁选工艺,以去除可能产生的氧化粉末或夹杂的泥砂及带入的钢屑。但如果铝屑很“新鲜”又干净,而且烘烤温度正常,则不必筛分。通过以上预处理的铝屑,就可以用来回炉重熔,浇注成再生锭,以供熔炼铝合金时使用。
5.回收利用:经由前面工序,铝屑即可回收利用,有条件的厂家也可将铝屑压制成块后回收利用,降低原料回收过程中的氧化损,同时增快了熔炼速度,起到了节能增效的效果。

