
1 前言
6063铝合金是一种可热处理强化的Al-Mg-Si系合金,主要合金元素为镁和硅,具有优良的挤压性能、焊合性能、抗腐蚀性能、加工性能、韧性;同时易于抛光,表面处理种类繁多,是当今世界最典型的应用最广泛的挤压合金,主要用于建筑型材,工业型材及装饰材。其主要特点是:1、可热处理强化,冲击韧性高,对缺口不敏感。T5状态时其抗拉强度≥185MPa,屈服强度≥145MPa,延伸率≥12%,T6状态时其抗拉强度≥240MPa,屈服强度≥215MPa,,延伸率≥12%。2、挤压、焊合性能良好,具有较好的高温成型性能,可以高速挤压形状结构复杂、薄壁、中空的型材,其挤压性为100。3、淬火敏感性低,淬火温度范围宽,温度为520℃以上,冷却速度≥7℃/s能够达到淬火的目的,对于薄壁型材能够在自热冷却或者风冷的条件下实现在线淬火。4、加工后表面光洁,阳极氧化性优良。
2 汽车天窗导轨铝型材的特点
汽车天窗导轨型材是汽车天窗的主要结构部件,其产品性能直接影响天窗的使用寿命及驾驶的舒适性。天窗导轨的型材有有以下特点:1、产品形状结构复杂,对称性差,悬臂大,配合尺寸多,壁厚一般小于3mm,产品挤压难度系数大。(图一所示)2、型材的机械滑槽多,尺寸要求严格,部分断面尺寸公差超过国家标准GB/T14846的超高精级标准。3、汽车天窗导轨型材安装在天窗系统中,与车顶相配,属于功能件。大部分型材需进行冲压、弯弧、时效、车铣等机械加工和热处理。(图二所示)4、汽车天窗导轨型材具有一定的抗腐蚀能力,要进行阳极氧化,电泳涂漆等表面处理。(图二所示)
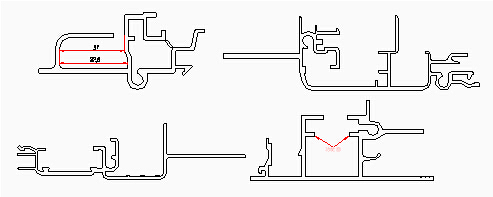
图一 汽车天窗导轨铝型材截面图

图二 汽车天窗导轨铝型材机械加工图
鉴于汽车天窗导轨的形状结构、后续机械加工和表面处理,一般采用6063和6060等挤压性能、加工性能、抗腐蚀性能、阳极氧化性能优良的合金,且在挤压过程中可实现在线淬火,减少了生产工序,降低了生产成本。尤其是天窗导轨型材要与车顶相配,大部分天窗导轨型材要进行弯弧加工,对其硬度有特殊要求,有的客户要求每批次产品的硬度波动控制在1HW的范围内。硬度的偏低、偏高、不稳定会造成弯弧过程不稳定,废品率高,生产效率低。以下简单介绍产品硬度的控制。
3 汽车天窗导轨铝材硬度的控制
3.1 铝锭质量和化学成分的控制
用于挤压在线淬火的铝合金锭坏必须具有良好的冶金质量。化学成分应根据产品的性能和用途进行配比;采用先进的熔炼工艺,经精炼、除气、除渣、过滤及在线净化处理,获得优质的铝溶体,采用先进的铸造工艺,获得组织均匀细小、表面光洁、气体和杂质含量少的铸锭。
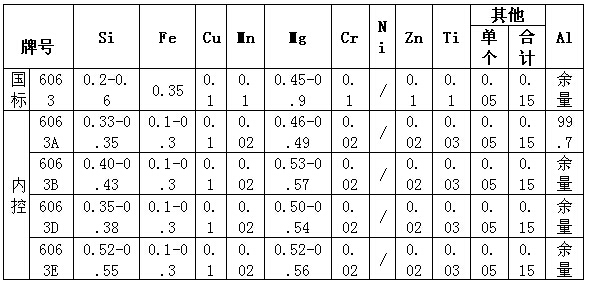
6063的化学成分的范围大,难以保证产品质量的稳定性。对此,我司根据产品的不同的性能要求和用途,在6063的标准中重新配制,制定符合要求的公司内控标准(如表一)。
汽车天窗导轨铝材质量和化学成分的控制表一
熔炼时严格控制熔炼温度730℃左右,熔炼时间为2-3小时,精炼时间为10-15分钟,熔炼过程中要充分搅拌,保证铝液合金成分均匀。静置20-30分钟,浇铸前要检测铝溶液的化学成分,确保其在内控标准内。浇铸时控制好浇注温度为690-710℃,浇铸速度根据铸棒的直径制定相应的工艺参数,在浇铸过程中加入具有细化晶粒的铝钛硼丝,防止铸棒组织疏松,开裂,偏析等缺陷。
3.2 挤压工艺的控制
为了保证产品的稳定性,挤压工艺的稳定是先决条件。
一、确定产品的材质,不得用错棒。比如我司曾经发生图纸技术要求用本厂6063D棒,硬度控制为8-10HW,结果生产时用本厂的6063B棒,时效后硬度为11-12HW,造成此产品的硬度偏高,客户冲压开裂。我司还有一款产品,其技术要求如下:

汽车天窗导轨铝材挤压工艺的控制
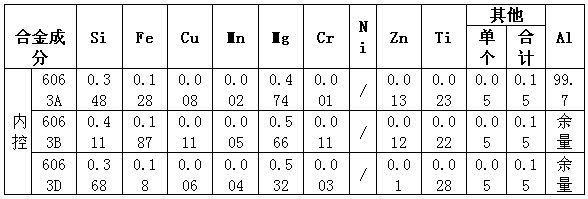
我司根据现有的时效工艺和生产状况及以往的生产经验,制定时效工艺为185℃/2h,同时对本厂6063A、6063B、6063D棒进行时效验证,化学成分见表二,硬度及力学性能见表三
表二
表三

汽车天窗导轨铝材时效热处理工艺的控制
由此可见,在现有的铝棒成分和时效工艺中能够满足产品的硬度要求,能够实现产品的生产。
二、稳定的棒温、模温,恒定的挤压速度,特定的淬火方式。根据产品的形状结构、材质及相关要求,制定合理的挤压工艺参数及作业指导书。我司有一款产品,客户要求为6061—T6状态,其硬度≥83Hba,客户经常投诉一批产品中有几支产品硬度不达标,经过跟踪调查发现,每批次的第一、二个棒及设备故障等原因造成突然停机时导致的硬度不合格,原因分析为此产品壁厚很厚,淬火方式为水冷,挤压机为16.5MN,装卸模耗时长,铝棒过早下棒,铝棒温度偏低,造成产品硬度偏低,我司的解决方案是用铝棒测温仪检测控制铝棒温度为500-520℃,棒温过低则拔棒或提高加热温度,在模具装好后方可下棒生产。同时在急停的情况下,此棒产品要特别标识,在时效后对此产品进行跟踪检测。第三制定这个产品的工艺参数和作业指导书,发放到现场进行指导。第四每个月对工艺进行检查,不按照制定的工艺及作业指导书生产的个人和班组进行处罚。通过以上措施,问题得到很好解决。3.3 时效工艺的控制
6063合金是一种可热处理强化铝合金,通过时效的方法可以很大幅度的提高产品的强度和硬度,我们把在一定的温度下,保持一定的时间,过饱和固溶体发生分解,引起铝合金强度和硬度大幅度提高的热处理过程称为时效,时效可分为人工时效和自然时效。我司还对本厂时效工艺进行过系统的验证,在保证挤压工艺的一致性的同时,通过对同一型号及材质的产品的不同时效温度和时间进行测试,测试出一系列的工艺参数,制定时效工艺表格,指导生产时效,同时对时效炉定期的点检和测试,保证时效炉的炉内温差在±5℃,在时效过程做好时效工艺记录,确保时效炉的正常运转,保证产品硬度的稳定性。
4 结论
汽车天窗导轨型材的机械加工方法对材料的性能尤其是硬度的要求越来越高。本文介绍通过调整铝合金的化学成分,挤压工艺和热处理工艺参数来实现材料硬度的控制,以满足客户的机械加工需要。要实现汽车天窗导轨铝型材硬度的控制,应从以下几个方面进行监督和控制:
1、熔铸的工艺、材料的化学成分。保证铸棒的质量。
2、挤压工艺。严格控制挤压棒温、挤压速度、出料口温度、淬火方式。
3、热处理工艺。制定产品的时效工艺参数。
4、设备仪器。对设备进行点检、校核、维修和更换,保证设备的正常运行。
5、操作人员。对员工进行培训,制定相关的工艺参数和作业指导书及规章制度,规范员工操作,提高员工的质量意识。
