
铝挤压型材时效时应注意以下六个事项
(一):铝型材时效时尽量按照材质,厚薄,大小,硬度要求,性能要求相同相似的铝合金型材放置同一炉中进行时效处理。时效的铝型材要严格按照该炉型材相对应的时效工艺进行严格操作,不得擅自更改,不得敷衍了事。
(二):注意观察循环风机,循环冷却水运转,密切注意观察点火加热情况,炉内升温误差情况,炉内升温速度情况,保温情况,并注意炉门的升降安全和密封性。
(三):高温燃烧环境下注意油,气的泄露情况,通风情况,注意安全。
(四):吊运装卸料框注意坠料,注意行车及料框同自身的安全距离。
(五):铝材时效炉内严禁滞留人员,必须进入炉内作业时一定要做好相应的保护,并必须有成年人在外观察保护。炉内杜绝可燃易爆物携入,严禁用作烘烤,取暖,睡觉等非生产性用途。
(六):不同后加工要求的型材不得并料并框,应根据后加工要求连同流程卡(制造传票)分别转入各生产部门。如实做好工序各表单记录,以便核查。交接班要当面交代清楚当班情况。
铝型材时效工艺操作规程
1、目的 规范热挤压型材(基材)时效的整个过程,以达到顾客所要求的力学性能,提高生产效率。
2、适用范围 适用于在本公司时效生产的整个过程。
3、职责 3.1 车间主任负责指导和监督车间员工按本规程的规定操作。
3.2 其他各岗位员工严格按照本规程的规定进行操作。
4、操作规程
4.1铝材时效生产工艺流程图:
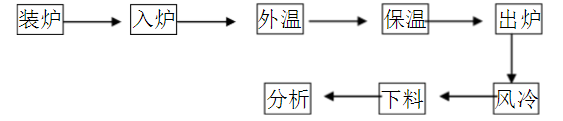
装炉 入炉
外温 保温 出炉 分析 下料 风冷
4.2 装炉(责任人:时效工)
4.2.1入炉前将每框的生产检验随行卡取下,切实保护好,并将各料框的 编号、合金牌号、状态、产品型号、重量、支数、时效炉号等填写入时效原始记录中。
4.2.2装炉时必须装满炉,每炉必须有8框以上才装炉。
4.2.3应当在上一炉出炉前将下一炉料备好放在时效炉旁,以便一出炉马 上可以将下一炉型材装炉时效,提高时效炉生产效率。
4.3. 时效
4.3.1铝材时效工艺表

合金状态 状态 手钳硬度(HW) 设定温度(℃) 保温时间(h) 6063 T4 不时效处理 T52 8-11 200℃ 4-5h T5 ≥8 185℃ 4-5h T6 ≥12 185℃ 4-5h 6061 T6 ≥14 170℃ 5-6h 6005 T6 ≥15 180℃ 7-8h 6005A T6 ≥15 170℃ 5-6h 6063A T5 ≥11 185℃ 5-6h 6060 T52 8-11 170℃ 3-3.5h 6082 T4 不时效处理 T5 ≥14 170℃ 7-8h T6 ≥16 170℃ 7-8h 4.3.2入炉前尽量分类。一是按时效温度相同的分类;二是按保温时间长短 分类。当在同一时效温度情况下,薄料及通风良好的料可取下限保温时间,细料、厚料和通风不良的料应取上限保温时间,以确保时效效果满意。
4.3.3时效工在吊料入炉前,应检查准备装炉时效的每一框型材是否按第
4.8.4条的规定使用横隔条装框。若发现违反规定者,应拒绝入炉时效,并查明该框的责任班组,报告车间主任处理,否则若该框型材时效不合格时,由时效工承担责任。 4.3.4时效过程中,应经常监控燃烧系统是否正常和测温仪表温度指示是否正确,如发现问题应及时报告车间主任解决。
4.4 出炉
4.4.1保温时间一到,即可出炉。出炉时应先关电源和风机,再打开炉门, 将料拖出来采用强风冷却。
4.4.2当出炉型材冷到100℃以下时,用硬度钳在每框型材的两头测量每种 规格型材的硬度,并将测量数据记录在生产检验随行卡和时效原始记录表上,然后将生产检验随行卡按原样放回每框型材上。
4.5 人工时效原始记录的填写
4.5.1入炉时班长填写如下内容:时效批号、入炉时间、设定温度、保温 时间、时效日期、时效炉号、料框编号、挤压班次。
4.5.2出炉时班长填写出炉时间、硬度。
5、表格与记录 5.1《时效生产工艺原始记录》
