
在各个车间与部门的通力合作下,广亚公司于2007年6月生产出了第一套多孔模具并试模成功。继第一套多孔模具成功试模后,广亚公司陆续研制出更多的双孔、四孔及以上的多孔模具,并且正式投入生产。目前,在生产副总经理李英凯协调指挥下,广亚公司已开发出多孔模具1100余套,小型挤压机与中等挤压机已基本实现多孔挤压,大型挤压机的多孔挤压仍在试验中,有待进一步的调整。多孔挤压主要用于生产隔热型材、方管、线材等中小型号型材。多孔模具能大幅提高生产效率,保证交货期,现在,广亚公司使用多孔模具生产型材量达2000吨/月。


一模双孔模具 一模八孔模具
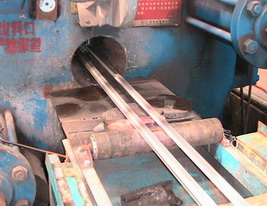

一模双孔实际生产应用 多孔模具实际生产应用
多孔模具开发技术难度
多孔模具的开发极大程度上在于模具的设计与制造,所以在研发过程中,最关键的一步就是模具结构的设计。模具的结构关系到出口型材的形状与质量,必须考虑到模具在高温条件下的弹性变形与金属流动的特殊性。一个合理的模具结构才能保证金属型材流速均匀且不会发生变形。
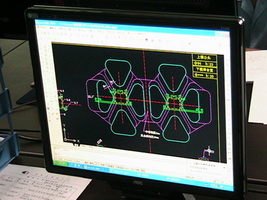
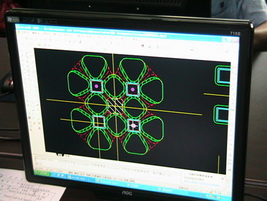
多孔模具电脑设计
国内外多孔模具应用概况
国内在多孔平模上已取得一定的研究成果,但多孔分流模还很不成熟。而在国外,随着计算机技术的飞速发展,采用数值模拟仿真技术与试验、经验相结合的方式进行型材挤压工艺与模具的设计,成为一种越来越重要的技术手段。一模多孔技术在国外已被广泛应用,无论是平流模还是分流模,国外的设计与制造技术都已经达到了相对成熟的程度,他们采用一种叫CAE的技术利用CAD建立挤压产品模型、结合挤压工艺与控制参数、完成其成形过程分析和相应模具的优化设计,其模具的使用寿命是国内模具使用寿命的3~5倍。
多孔模具应用的意义
提高挤压生产效率。较之单孔模具,在挤压速度相同的情况下多孔模具的生产效率成倍提高。引入计算机仿真技术,采用虚拟试模代替先用昂贵的物理试模,既大大降低生产成本,又节约了上机试模所消耗的时间,明显缩短模具设计所消耗的时间。
提高模具寿命。挤压模具的主要失效形式之一是模孔的磨损,模具寿命以模孔挤出材料的长度来计算,显然理论上多孔模具的寿命将成倍提高,当然考虑到挤压模具的其他失效形式以及多孔模具变形的特殊形式,多孔模具的预期寿命要比其理论寿命低,但仍会是大幅度的提高。
提高成品率。采用多孔模具技术不仅可以减小挤压系数,降低挤压力,在压余不变的情况下,可以通过提高铸锭长度,减少几何废料所占比率来提高型材的成品率。
提高模具材料的利用效率,减少昂贵的模具钢消耗。高强度耐热模具钢是一种相当昂贵的材料,国产材料的价格目前达到26000元/吨左右,而进口材料的价格更是达到65000元/吨~100000元/吨。多孔模具技术的采用将大大提高材料的利用效率。
开发及应用多孔模具挤压技术的宗旨和意义是提高生产效率,减少资源消耗, 降低生产成本,提高产品的质量。从国家可持续发展战略的角度看,具有重要的理论指导意义和实际应用价值,且通过该项目的实施及进一步延伸,使高能耗的铝型材行业全面起到明显的节能减排效果,既符合国家产业政策要求,又提升了广东铝型材生产的综合技术水平。
多孔模挤压工艺要点:
1.挤压机对中要求较高,偏差1mm以内;
2.温度按常规工艺即可,以2200T铝材挤压机为例,双孔出料,平模挤压比60-80,模具温度420-430,棒温470-480,挤压筒400度;
3.挤压速度,看型材结构和挤压比,挤压比合适的情况下,如果不带螺丝孔和上模充填壁厚差在2.5倍以内,挤压速度在20-30米/分,如果是分流模且上模带螺丝孔和上模带充填筋的,挤压速度在15-22米/分比较安全; 4、挤压锭数是根据模具的氮化状况来定: 氮化层硬度要求1000度左右;
如果首次氮化层厚度在100μ左右,挤压比在上述范围,第一次上机大概可挤压60棒左右,第二次氮化后可以到120铝棒;
如果是一次氮化,氮化层厚度超过150μ以上,总通过铝棒数可以翻倍,但每次上机最好不要超过直径80铝棒


